上流式厭氧污泥床 Upflow Anaerobic Sludge Bed (UASB)
技術規模 實廠測試/運轉
適用對象
技術成熟度TRL 9商業化運行或量產
技術分類
- 高效去除
- 循環回收
污染物
- 化學需氧量
4L+C
- 循環經濟
- 低碳排放/低耗能
- 低使用空間
適用行業及污染物(濃度)
- 廢(污)水種類
- 畜牧廢水
- 食品廢水
- 醱酵廢水
- 屠宰廢水
- 石化廢水
- 染整廢水
- 光電廢水
- 漿紙廢水
- 適用污染物及濃度範圍
- 化學需氧量(COD):1,000 ~ 50,000 mg/L
- 懸浮固體物(SS):< 1,000 mg/L
- 酸鹼值(pH):6.0 ~ 8.0
- 總氨氮(TAN):< 4,000 mg/L
- 硫化物(sulfides):< 200 mg/L
技術原理
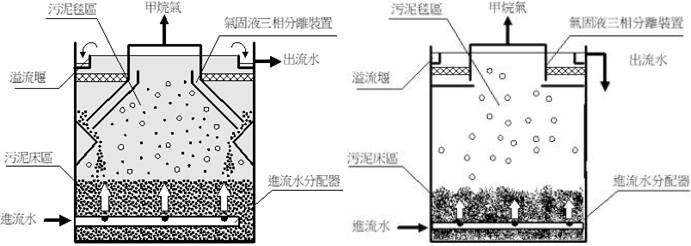
上流式厭氧污泥床(Upflow Anaerobic Sludge Bed, UASB)主要為硬體與軟體結合,軟體部份透過厭氧微生物降解水中有機物,經(水解>酸化>乙酸化>甲烷化)聯合反應至最終氣相產物-沼氣,結合硬體之水流分配器(斷面水流平均分配)、生物反應區(微生物與廢水進行反應)、三項分離器組成(氣/液/固分離),達到綠能收集與淨化水質目的。
技術概述
技術內容/執行方式
廢水經UASB反應器底部水流分配器,向上流過厭氧微生物(絮狀或顆粒狀污泥組成)的污泥床(反應區),廢水與厭氧微生物在槽內發生還原反應,降解有機物(COD)的同時產生甲烷(CH4)、二氧化碳(CO2),產生的氣泡引起污泥床的擾動,達到氣體攪拌之質傳效果。並藉由頂部三相分離器進行沼氣收集作為綠能利用之來源,廢水部分則是藉由反應區內厭氧微生物對污染物的降解,與三相分離器對污泥的截流,而達到良好處理效果。
技術特點
- 高體積效率,依產業類別會有不同,平均體積負荷>3 kg COD/m3/day,處理槽所需體積較小,節省投資成本。
- 處理槽因效率高且占地面積小,故土地利用效率可達100 kg COD/m2/day,比傳統活性污泥法高約20倍。
- 低污泥產量,污泥產率0.05 kg VSS/kg CODre。
- 免供氧,低能源消耗。
- 廢水有機物濃度適用範圍非常廣。
- 對於水質和負荷變動的忍受力高。
優/缺點
優點
- 針對高濃度有機物(COD:1,000~10,000 mg/L)去除效率高。
- 不需額外提供氧氣進行反應,減少鼓風機用電造成碳排放。
- 相較傳統活性污泥減少約6倍廢棄污泥量(0.3/0.05),減少清運費用與污泥處理碳排放。
- 產生之沼氣為能量來源,可進行純化,作為後續發電或鍋爐等…設備使用。
缺點
- 對水中毒性物質敏感,亦造成處理效率降低。
- 系統啟動時間較長(3個月)。
技術限制與優化方向
技術限制
- 不適用於超高濃度廢水(> 100,000 mg/L)。
- 不適用處理低濃度廢水(< 100 mg /L)。
- 不適用處理無機廢水。
- 處理液態廢水為主,若廢水固體物濃度高(> 1,000 mg/L),前端需設前處理單元。
- 廢水pH值 <6 或 >8 需適當調整至中性。
優化方向
UASB處理技術,以往都是針對廢水處理進行考量(符合放流水、減少後端好氧系統曝氣用電),在產出之沼氣往往忽略其可利用性,大多直接排放或燃燒方式進行消耗,造成碳排放增加情況。
目前發電機與鍋爐系統,皆有支援燃氣使用,可將沼氣導入產生之綠電與熱水回製程使用。
符合 4L+C 資源循環、節能減碳
循環經濟、低碳排放/低耗能、低使用空間
低碳排放/低耗能
UASB比較傳統活性污泥處理法,不需曝氣進行反應,節省曝氣電費與用電碳排。
低使用空間
比較傳統活性污泥法1 kgCOD/m3/d體積負荷,UASB平均負荷>3kg COD/m3/d,相較之下槽體可節省約3倍。
循環經濟
厭氧產出之沼氣進行純化後發電,可回用於廠內用電,降低外購電力需求。
技術流程

資料來源 自行研發、技術官網
洪仁陽等人(2005)。高硫酸廢水之厭氧及微氧生物處理系統結合之研究。Environmental Technology,(9),頁993-1001。
游惠宋等人(2007)。厭氧薄膜系統於廢水處理之應用。 IEEE Transactions on Industrial Electronics,(4),頁572-577。
張冠甫等人(2008)。IPA廢水處理技術介紹。永續產業發展期刊,(37),頁54-61。
陳幸德等人(2015)。廢水變能源-技術發展與應用。工業材料雜誌,(338),頁83-89。
陳幸德等人(2020)。畜牧業廢水處理程序之問題解析與改善建議。機電現場技術雜誌,(102),頁24-32。
實廠案例
- 近期更新