以「膜氧傳輸生物膜技術」處理半導體業廠內低濃度氨氮廢水
新知
發布日期: 115 - 07 - 14
自民國103年後,「放流水標準」氨氮排放管制開始分階段、分業別逐步加嚴,以達保護河川水體之目標。晶圓製造及半導體製造業等高科技產業為第一波納入氨氮管制的對象,水源保護區外既設事業氨氮標準由75 mg/L加嚴至30 mg/L,新設事業則直接適用20 mg/L標準。第二波則以「其他工業區專用污水下水道系統」為最主要業別,氨氮管制限值由110年之100 mg/L,分階段加嚴至113年之75 mg/L以及116年之30 mg/L。民國113年修正放流水標準,將氨氮管制對象再擴大至製革業(濕藍皮製成成品皮者)、印刷電路板製造業、屠宰業、肉品市場以及醫院、醫事機構等產業,氨氮之處理已成為國內業者在事業廢水上的一大挑戰。
國內半導體產業發達且具有產業聚落特性,多數廠商集中於科學園區或產業園區內,廠內高濃度氨氮廢水處理至符合園區納管標準後,始得排入園區專用污水下水道系統;園區污水處理廠收受各廠排放廢水後,進一步以生物處理程序處理前揭低濃度氨氮廢水,以符合對應之放流水標準。
然半導體業之納管廢水常有機物濃度偏低之特性,常使園區污水處理廠處於低食微比狀態,生物處理反應速率下降,常見程序為使用接觸曝氣生物膜處理單元,以較長水力停留時間、較高曝氣量,以及額外添加碳源等方式,導致處理過程所需之能耗與加藥量偏高。自民國114年起修法,事業及污水下水道系統水污染防治費增加氨氮收費項目(115年起徵),前述園區污水處理廠未來可能因此再降低納管標準之氨氮限值,以減少末端污水處理負擔,這也將對納管事業形成廠內前處理技術之挑戰。
以半導體業為例,其氨氮廢水係針對不同濃度採取對應之處理技術。氨氮在1,000 mg/L以上之高濃度廢水,可透過氣提、蒸餾或酸吸收等技術,回收為氨水、液氨、硫酸銨或氯化銨等產品,進一步精煉工業原料;中濃度氨氮廢水(100~1,000 mg/L)則常採用磷酸銨鎂(Magnesium Ammonium Phosphate,MAP)結晶法等技術進行處理,例如流體化床結晶反應器等,將氨氮濃度降至100 mg/L之水準(下稱低濃度氨氮廢水)。承前揭管制趨勢,倘事業需進一步將納管廢水之氨氮濃度自100 mg/L再做削減,則受限於低濃度氨氮廢水已難採物化處理,而需導入生物處理單元,然具硝化-脫硝功能之活性污泥法則需要較大空間以延長污泥齡,以及提高曝氣量,對於樓地板面積已受侷限的園區廠商而言,並非容易執行的選項。
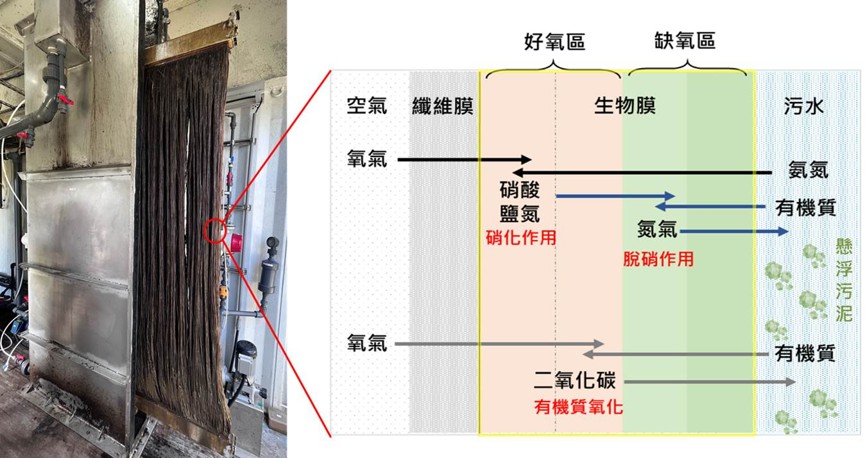
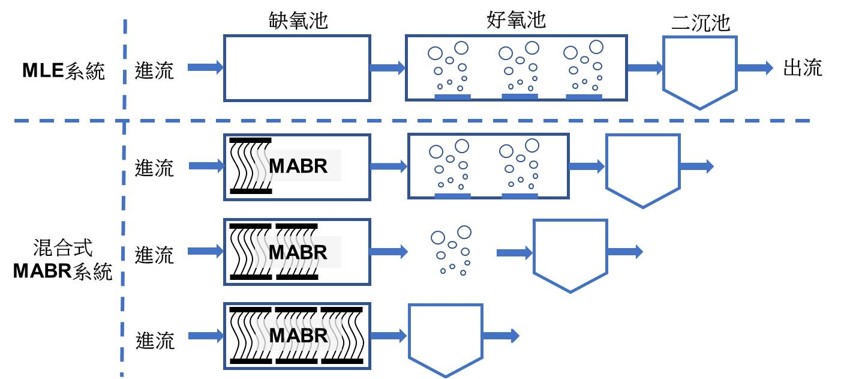
配合前述需求,新興廢水處理技術「膜氧傳輸生物膜反應器」(Membrane Aerated Biofilm Reactor,下稱MABR)為一種具潛力的低濃度氨氮廢水生物處理單元,可在產業園區廠商之廠內使用。MABR利用透氣膜直接供氧至生物膜內部,提升氧氣利用效率、降低曝氣需求,兼具節能、省地及提升氨氮去除效能等優勢。「廢污水處理綠色轉型新興廢水處理技術應用平台」已收錄一則MABR技術國內應用案例,係應用於中低濃度事業氨氮廢水處理,在有限空間條件下提升處理效能並降低能源消耗;進一步搭配智慧監控系統整合水質感測器、物聯網(IoT,Internet of Things)及AI分析技術,即時掌握氨氮濃度及系統運轉狀況,自動調整曝氣與操作參數,可優化系統穩定性及能源使用效率,降低運轉成本與碳排放(MABR原理見圖一,程序見圖二)。
隨著產業用地侷限、能源成本逐漸增加,不論是納管或園區污水處理廠,現有氨氮處理技術均有需要朝向高效率、低能耗及智慧化管理方向發展;前揭MABR等新興技術與智慧監控及數位化管理等整合,預期能夠促使事業兼顧廢水處理效能、能源消耗與碳排放,達到綠色轉型目標。